Горячее цинкование: экономика и технология
За последние 15 лет у нас в стране сформировалась новая отрасль – горячее цинкование готовых деталей и конструкций. Если ранее такие производства существовали, как не большие вспомогательные цеха на судостроительных комбинатах, с размерами ванн 3,5-7метров, то сейчас это самостоятельные производства цинкующие металлоконструкции своего производства, а так же выполняющие заказы на защиту от коррозии поступающие от сторонних организаций. За эти годы в России появилось свыше 50 новых заводов, большинство из которых имеет линии длинной 12-13 метров, позволяющие цинковать крупногабаритные металлоконструкции, например элементы ЛЭП. Причём эти заводы построены по последнему слову техники и отвечают всем требованиям, как технологической, так и экологической безопасности. Оборудование поставляется ведущими западными фирмами: W.Pilling, BISOL, WESTECH, INGENIA, Sirio, Maccabeo, KVK, Koerner, LOI и другие. Химические реактивы для нужд наших заводов поставляются, как иностранные компании Herwig, Soprin так и отечественный ИНТЕРХИММЕТ.
В настоящее время Россия занимает первое место в мире по темпам роста числа заводов горячего цинкования. Чем же был обусловлен такой взрывной рост этой отрасли. Дело в том, что в начале 2000-х ряд отраслей, а именно железные и автомобильные дороги, строители ЛЭП, в рамках оптимизации своих расходов на обслуживание инфраструктуры своих объектов приняли решение на повсеместное использование оцинкованной металлопродукции. Это позволило увеличить срок службы изделий в 4-5 раз, снизить расходы на эксплуатацию и ремонт. Более того были подготовлены внутренние ТУ (технические условия) оговаривающие использование оцинкованных металлоконструкций. Именно потребность этих заказчиков позволило успешно развиваться отрасли горячего цинкования.
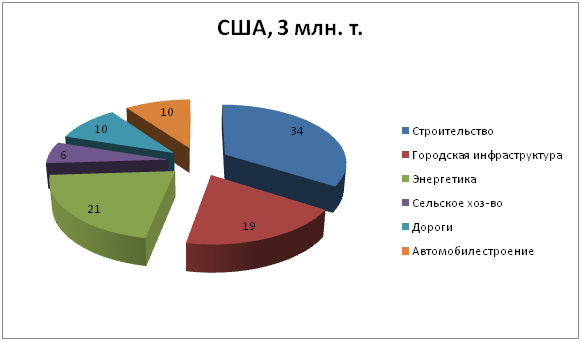
Сейчас, на фоне постоянного роста числа предприятий горячего цинкования, на рынке наблюдается некоторое снижение числа заказов в пересчете на 1 завод. Для этого есть как субъективные, так и объективные причины. На фоне после кризисных явлений снизилось общее количество инвестиций во все отрасли экономики. У основных заказчиков – энергетиков, происходит объединение МРСК и ФСК – с неясной судьбой денежных потоков по приобретению новых и замен старых линий электропередач. Наблюдаемое уменьшение заказов создает иллюзию насыщения рынка, однако, это не так! Если рассмотреть структуру европейского, американского и российского рынка горячее оцинкованных конструкций мы увидим, что «ведущими заказчиками» за рубежом являются строители, у нас они занимают почетное второе место, не говоря уже об отсутствии в структуре отечественного рынка потребности сельского хозяйства. Если к западным строителям добавить заказы для нужд городской инфраструктуры, то доля этого сегмента рынка составит 45-55% от общего объема рынка! К сожалению, строители, не имеющие даже своего министерства и оперирующие устаревшими СНиПами, не могут и не хотят использовать защищённые от коррозии конструкции. Для них использование оцинкованного проката это вынужденная мера и является скорее исключением. Причина в том, что «заказчик», «проектировщик», «строитель» и «потребитель» это совершенно разные организации преследующие совершенно разные цели и задачи! Эффективные менеджеры от строительства, использующие дешёвые не качественные материалы не заинтересованы в увеличении срока службы зданий и сооружений! Чем быстрее проржавеет, тем раньше можно получить заказ на строительство нового или ремонт – это вообще золотое дно – только успевай красить!
Кроме того, вследствие молодости отрасли горячего цинкования ощущается острая нехватка специалистов и технического персонала и следовательно высокая себестоимость цинкования, из-за элементарного отсутствия опыта и не подготовленности персонала. Овладение опытом западных коллег и постоянное снижение технологических издержек производства позволит снизить стоимость цинкования и привлечь новых клиентов.
Таким образом, ситуация на рынке услуг горячего цинкования далеко не критическая и имеет великолепные перспективы роста! Если на Урале число заводов ГЦ удовлетворительное, то в Центральной Россиии, в Сибири и на Дальнем Востоке, их всё ещё не хватает.
Нужно проводить активную рекламную и просветительскую работу по информированию о преимуществах оцинкованного металлопроката. Активно сотрудничать с проектировщиками и архитекторами, вести просветительскую работу с заказчиками и городскими властями, объясняя порочность практики постоянной окраски.
Необходимо постоянно повышать технический уровень персонала, овладевать всеми нюансами технологии цинкования. Именно для этого НКП «Центр по развитию Цинка», проводит обучающие семинары, ближайший из которых состоится в конце мая в Санкт-Петербурге. Семинар, который мы организуем в ноябре, во время проведения выставки Металл-Экспо, призван улучшить представление о рынке ГЦ и его структуре. Словом, отрасль горячего цинкования имеет хорошие перспективы и остается весьма привлекательной с точки зрения инвестиций.
 В целом процесс горячего цинкования состоит в погружении стальной конструкции, химически очищенной от масел, окислов и окалины в расплав цинка с температурой 4500 C.
В целом процесс горячего цинкования состоит в погружении стальной конструкции, химически очищенной от масел, окислов и окалины в расплав цинка с температурой 4500 C.
Сама технология горячего цинкования начинается с навески металла на траверсы. Это операция совершается с помощью гидравлических подъемников в специально отведенной для этих целей зоне.
Дальше, траверсы с навешанным черным металлом перемещаются в зону химической подготовки, где последовательно проходят ванны: обезжиривания, травления, промывки и флюсования. Операция обезжиривания обеспечивает удаление грязи и жиров с поверхности цинкуемых изделий. Травление предназначено для удаления с поверхности металла изделий окислов, препятствующих образованию качественных цинковых покрытий. Промывка служит для удаления остатков кислоты и солей железа с поверхности металлоконструкций. Задачами флюсования является: удаление с поверхности изделий оставшиеся после травления солей железа, не полностью удаляемые при промывке; растворение окислов, которые образуются на протравленной поверхности при взаимодействии с водой и воздухом; очищение зеркала расплава от окислов цинка в месте выхода металлоконструкции из ванны горячего цинкования; способствовать смачиванию поверхности металлоконструкции расплавленным цинком снижая его поверхностное натяжение и увеличивая физико-механическое сцепление железа и цинка. Ванны химической подготовки представляют собой металлический жесткий каркас с химически стойкой футеровкой. Многие производители оборудования уверяют насколько важен выбор материала для футеровки, и что от этого выбора зависит работа всего завода и качество получаемой продукции, но они лукавят: от выбора материала ванны может зависеть только возможная долговечность самой ванны. Также не стоит забывать, что никакой супер-материал никогда не защитит ванну от ошибок рабочих, которые могут плохо закрепить металл на траверсе. На новых заводах ванны устанавливают в вытяжной короб для предотвращения вредных выбросов во внутрицеховое пространство и в окружающую среду, но это скорее эстетическая мера: на производительность и на качество продукции никак не влияет. Нужно помнить, что установка кожуха обязательно влечет за собой автоматизацию крановой системы в зоне химической подготовки, так как управлять кранами, работающими внутри кожуха, через просмотровые окна очень сложно. Воздух, удаляемый из вытяжного короба зоны предварительной подготовки, проходит очистку в скруббере. Отработанные растворы и промывные воды поступают на установки нейтрализации или передаются для очистки на другие предприятия.
Пройдя обработку на участке химической подготовки поверхности, металлоконструкции, на тех же траверсах, подаются в сушильную печь, представляющую собой камеру с циркулирующим нагретым воздухом. Операция сушки и предварительного нагрева металлоконструкций происходит при температуре 1200 C. Главной задачей сушки является удаление избытка воды из флюса, а также предварительный нагрев изделий перед цинкованием.
После сушки металлоконструкции переносятся к печи цинкования, где металл окунают в расплав цинка при температуре 4500 С. Обычно печь цинкования – это металлическая конструкция со встроенными горелками. Внутри нее находится ванна цинкования. Над печью устанавливают защитно-вытяжной короб, который служит для улавливания так называемых «белых дымов» и для защиты персонала от возможных выплесков цинка. И конструктивно может быть подвижным или стационарным. После цинкования металлоконструкции подвергаются охлаждению, а также в случае необходимости пассивации, и после отправляются в зону разгрузки, где их снимают с траверс.
Сердце линии – печь горячего цинкования. Главное различие печей – это используемое для нагрева топливо. Во всём мире большее распространение получил газовый нагрев, но также встречаются печи с электрическим нагревом и на жидком топливе. Электрический нагрев в нашей стране в основном используется на старых печах «шахтного» типа. На современных печах также можно встретить данный нагрев, но большого распространения он не получил из-за более сложной конструкции печи и большого потребления электроэнергии. Но этот энергоноситель может быть хорошей альтернативой газу в регионах с дешевой электроэнергией: например рядом с крупными электростанциями. Также редким явлением среди печей является использование жидкого топлива – мазута. Линии с этим нагревом можно встретить лишь в странах Персидского залива. В свою очередь самые распространённые газовые печи разделяются по типу горелок – плоскопламенные и высокоскоростные. При плоскопламенном нагреве горелки располагаются по периметру ванны и пламя горелок направлено перпендикулярно к стенкам ванны. Наиболее совершенным и современным считается высокоскоростной нагрев ванны цинкования. В данном исполнении горелки располагаются вдоль стенок ванны напротив друг друга. Данный способ нагрева был разработан английской фирмой Hasco-Thermic в 1976 году, но и до сих пор данный метод совершенствуется за счёт внедрения и использования современных систем горения, контроля и управления печью. Отходящие горячие газы используют для подогрева ванн химической подготовки или сушильной печи, прогоняя их через специальные теплообменники. Стоит обратить внимание, что выбор качественной и производительной печи во многом гарантирует успешную работу всего цеха, так как её мощность является главным тормозом наращивания объемов производства. Что касается ванны, которую нагревает печь, то все основные поставщики оборудования используют ванны немецкой фирмы Pilling. Исключением является только китайские коллеги, которые используют ванны своего собственного производства, но, сожалению, низкого качества и с малым сроком эксплуатации. По размеру ванны сейчас преобладает длина 13 метров, и наметилась тенденция на увеличение ширины, что связано с увеличением объема цинкования многогранных опор.
Если рассмотреть планировки линий, то самый распространённый вариант – это классическое линейное расположение с различными вариациями. При линейной схеме все оборудование установлено по одной оси в одном пролете здания. Передача металла из заготовительного пролета в технологический осуществляется с помощью рельсовых тележек. Все технологические операции совершаются с помощью мостовых кранов, защитно-вытяжной короб в данном варианте подвижный, и крепится на двух балочном кране над печью. Первое усовершенствование этой линии произошло за счет установки кольцевого монорельса вместо двухбалочного крана. В этом исполнение передача траверсы на участке от сушильной печи до тележки совершается с помощью тельферных пар, которые движутся по кольцу монорельса. Дальнейшая эволюция этой линии связана с установкой кожуха над зоной химической подготовки и с автоматизацией крановой системы внутри её. Само здание для этого типа представляет собой двух пролетный цех, с шириной пролета 18 метров.
Совершенно новый вид полностью автоматизированной линии был разработан австрийской компанией Ingenia GmbH. Основной принцип данного цеха – полностью закольцованная система, где всеми основными процессами управляет автоматика по заданной программе. Перемещения по всем технологическим этапам происходит с помощью автоматических тельферных пар, а изменение направления их движения совершается с помощью поворотных столов. Большое количество зон загрузки и выгрузки, также является огромным плюсом данной линии. Данные факторы позволяют увеличить производительность данной линии до 50000 тонн в год.
В цифрах данное производство выглядит так:
Линия с ванной 7 метров:
- Необходимая площадь: от 1500 м2
- Стоимость: от 1.500.000 €
Линия с ванной 13 метров:
- Необходимая площадь: от 2200 м2
- Стоимость: от 3.000.000 €